









聚氨酯保温管泡沫强度不太大而且呢泡沬还是比较软的,产生该种现象的原因就是在生产过程中黑白料的配置比例并不是十分吻合造成的,此时,要注意的是在以后的作业中适当增加一些黑料的比例就ok了,要知道通常的配置比例是(1:1—1.05之间是zui合适不过)注意千万别出现黑料比例过多的情况,要不还会有泡沬变脆的不良状况产生,亦影响泡沬性能。
一:揭秘生产步骤
1. 抛丸除锈处理:
抛丸除锈机、除尘器、上管机、下管机、输管机一般情况下放置在车间外面,这样工作的空间就比较宽敞。将待抛丸除锈的钢管按照一定的顺序送至上管机→开启上管机→输管机→抛丸除锈机→除尘器钢→管的运行速度调整→抛丸量调整→抛丸(其主要作用是去除钢管表面糙化)→下管机。
2. 穿管及支架捆扎技术的创新应用:
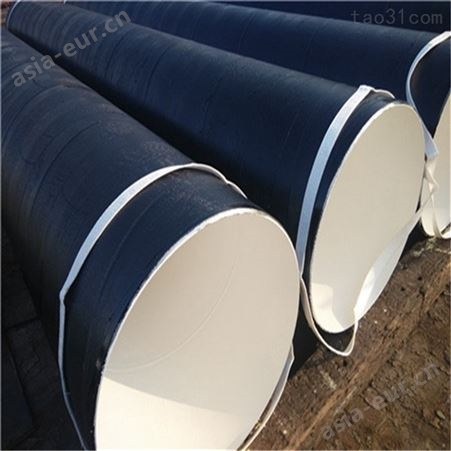
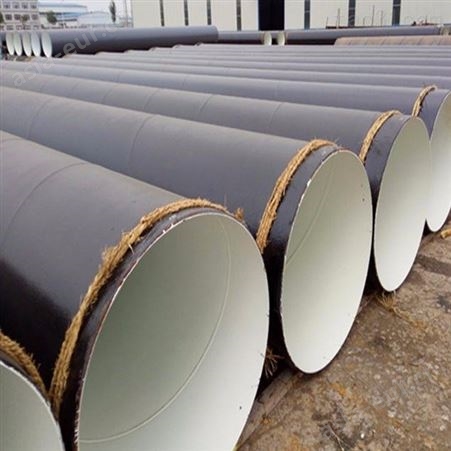
a.按芯管和保温层选定的HDPE外护管(产品符合设计要求或CJ/T114-2000标准)→穿管机V型槽。
b.抛丸处理后的钢管(下管机)→输管机→穿管机托辊输送段→分段捆扎支架(1.5米/段)→将捆扎好的支架芯管穿入V型槽上的HDPE外护管里,当芯管两端裸露部分的距离是15㎝或20㎝是就证明是zui恰当的。
c.将符合芯管直径和保温层厚度的卡头(内涨或外卡)把管道两端封严实之后把它锁紧(拉紧)。
注:支架的结构、高度、材质、捆扎方式、抗压强度应根据芯管直径和设计要求选取。
3.聚氨酯浇注的工作流程是怎样的:
首先要做的就是调节高压发泡机的混合比为1:1.05→依据上述结果测定设备流量→把需要浇注的时间确定下来。在穿管完毕管道两端封堵后的HDPE外护管中间正上位置预留一个小孔→把高压发泡机混合头的浇注嘴插入浇注孔里实施浇注→料空塞封堵浇注孔→进行熟化工作→拆卸下卡头进行检修→根据实际情况开始确定究竟需要多少投料量→完成成品的制造。








所有评论仅代表网友意见,与本站立场无关。